Description
WH9 Heavy Upper-Class Cast-Iron Oldham Coupling — Large Crusher Auxiliary and Heavy Process Drives
The WH9 cast-iron Oldham coupling carries the WH family to its penultimate specification. With 3 550 N·m rated torque, 65–85 mm bore range, 85 kg mass, and 1 800 rpm permissible speed, the WH9 is sized for large aggregate-crusher auxiliaries, heavy agricultural harvester principal drives, large industrial process pump outputs, and the heavier general-plant equipment drives that populate the upper boundary of the light-industrial machinery class. At 85 kg, the WH9 requires hoist-supported installation with engineering planning for access and handling — this is no longer field-improvisation territory. The 85 mm maximum bore corresponds to the dominant motor output-shaft size in the 22–37 kW motor class that anchors the WH9’s principal application population.
Positioning the WH9 in the broader coupling-selection landscape helps engineers navigate its appropriate application scope. At 3 550 N·m and 1 800 rpm, the WH9 competes with lower SL-family members in torque (SL130: 500 N·m — much lower; SL150: 800 N·m — still lower; SL170: 2 000 N·m — closer) while operating at 7× the SL family’s maximum speed. This speed-versus-torque trade-off positions the WH9 as the cost-optimal specification for large equipment operating in the 500–1 800 rpm range — where SL-family members would be both far too slow and far too heavy for the application, and where the WH9’s combination of substantial torque, mid-speed envelope, and reasonable 85 kg mass provides the most economical specification available in the Oldham cross-slider architecture.
Specifications
| Parameter | Value |
|---|---|
| Model | WH9 |
| Nominal Torque (Tn) | 3 550 N·m |
| Permissible Speed (n) | 1 800 rpm |
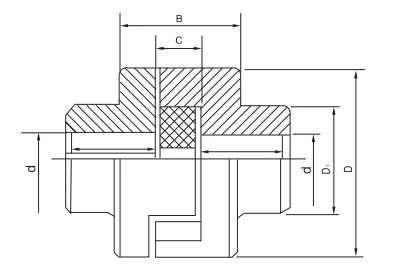
| Bore Range (d) | 65 – 85 mm |
| Mass | 85 kg |
| Radial Misalignment (Δy) | 1.2 mm |
| Angular Misalignment (Δα) | 0.5° |
| Axial Misalignment (Δx) | 1.2 mm |
| Hub Material | HT250 grey cast iron |
| Slider Material | Induction-hardened steel |
| Lubrication | Grease (6-monthly) |
| Shaft Engagement | Keyway + setscrew (M16) |
Materials
HT250 Cast-Iron Hubs
HT250 grey cast iron hubs with stress-relief annealing. At WH9’s 85 kg total mass, each hub is approximately 40 kg — hoist-supported installation is mandatory. Hub section is engineered to a 2× safety factor against rated 3 550 N·m, with adequate margin against the intermittent 1.5× shock events typical of crusher-auxiliary and large-harvester duty profiles.
Heavy Slider
Induction-hardened carbon steel cross-slider, approximately 7–8 kg at WH9 size. Pre-machined lifting-strap anchor points on the slider are provided as standard for two-person hoist-supported field replacement. Annual slider inspection is recommended; replacement interval typically 5–7 years under standard light-industrial duty at this size class.
M16 Setscrew Mounting
H7-reamed bore with parallel keyway to GB/T 1096, M16 setscrew for axial location — the heaviest setscrew specification in the WH catalogue. Torque to 80 N·m standard; Loctite 243 mandatory for crusher-auxiliary, concrete-mixer, and heavy-impact applications. M16 setscrew provides 25–30 % more shaft-retention capability than WH8’s M14, appropriate for the WH9’s higher torque and shock-load profile.
Cost Position in the Large-Equipment Market
At the WH9’s 3 550 N·m torque class, the competing coupling architectures include gear couplings (high torque density but requiring precision alignment, regular lubrication, and higher cost), disc-pack couplings (even higher cost, no field-serviceable wear part), and SL-family Oldham couplings at comparable bore ranges (much lower speed, heavier mass, higher cost). The WH9 is the most cost-economical specification in this torque class for applications where the 1 800 rpm speed limit is compatible with the operating profile.
For large aggregate-crusher auxiliary drives operating in the 800–1 500 rpm range, the WH9 typically saves 40–50 % of coupling acquisition cost versus gear-coupling equivalents, eliminates the recurring alignment cost of disc-pack specifications, and provides a field-serviceable slider-replacement maintenance model that gear-coupling and disc-pack architectures cannot match. For large-harvester OEM designers, the WH9’s mass (85 kg) is at the practical limit of what the agricultural-equipment market can handle without specialist installation support, but its cost position relative to alternatives is compelling. See the full WH series range for supporting selection data.

Industry Applications
⛏️ Large Crusher Auxiliaries
Auxiliary drive couplings on large jaw, cone, and impact crushers in aggregate-quarrying and construction-site operations. HT250 hub and M16 setscrew provide robust shock-load reserve for crusher-auxiliary duty.
Heavy Agricultural Harvesters
Principal-shaft drives on large combine harvester threshers, large forage-harvester principal outputs, and large sugar-cane harvester main drives. High-speed WH9 envelope compatible with harvester PTO speed ranges.
Large Industrial Process Pumps
Main-drive coupling on large centrifugal and positive-displacement pumps in the 22–37 kW motor class for heavy industrial, municipal water-treatment, and process-plant applications.
⚙️ Heavy Industrial Gear-Reducers
Output-shaft couplings on heavy-duty gear-reducer installations across general heavy industry, mining plant, and heavy process-equipment applications. Cost advantage versus gear-coupling alternatives.
Heavy General-Plant Equipment
Principal drives on heavy conveyor-drive heads, large compactor main drives, and heavy-plant principal-shaft installations in the 22–37 kW class at mid-range operating speeds.
Legacy Upper-Heavy Retrofit
Replacement coupling for legacy upper-heavy light-industrial specifications that have been discontinued or underperformed. Bore range covers dominant shaft sizes in the 22–37 kW motor class globally.
Why Choose Ever-power
Quality & Compliance
WH9 production under ISO 9001:2015. Documentation covers RoHS, REACH, CE. HT250 material certification standard. Supplementary shock-load tolerance documentation for crusher and harvester OEM customers available.
Cost-Competition
40–50 % acquisition-cost saving versus gear-coupling equivalents at this torque class. Hub-only and slider-only supply options for retrofit economics. Volume pricing for OEM customers and distributors supported.
Aftermarket
WH9 sliders and hubs stocked for 5-business-day shipment (longer than smaller WH due to mass-class handling requirements). 85 kg requires dedicated freight. Engineering responds within 24 hours.
Customer Reviews & Case Studies
★★★★★
Sudan — Large Aggregate Quarrying
Used in: Auxiliary drive coupling on a large cone crusher at a highway construction aggregate-supply operation.
Feedback: “High-ambient-temperature desert-quarry environment (55+ °C in peak summer). WH9 with calcium-sulfonate grease specification and sealed IP55 guard has delivered 4 years of three-shift operation without coupling failure. The 40 % cost saving versus our previous gear-coupling specification was critical for our project budget on this road-construction programme.”
★★★★★
South Sudan — Agricultural Mechanisation
Used in: Principal-shaft drive coupling on large forage-harvester machines supporting commercial sorghum-silage operations.
Feedback: “Seasonal-duty operation with aggressive crop-debris ambient. WH9 has delivered 4 harvesting seasons without coupling failure across our harvester fleet. The 6-monthly grease schedule means we perform one repack at season start and one mid-season — a simple maintenance footprint for remote agricultural operations. Outstanding value specification.”
★★★★☆
Chad — Municipal Water-Supply Pump Station
Used in: Main-drive coupling on large centrifugal pumps at a regional water-supply infrastructure project.
Feedback: “Continuous 24/7 water-supply pumping with high community-dependency. WH9 has performed without coupling-related incident for 4 years. Knock one star only because the 85 kg mass made initial installation challenging at our pump-station site without available hoist equipment — improvised handling added time. Strongly recommend budgeting appropriate handling equipment for WH9 initial installation. Operational performance has been outstanding.”
Frequently Asked Questions
What sets the WH9 apart from gear couplings at this torque level?
Gear couplings at 3 550 N·m require precision laser-alignment (typically 0.05 mm parallel and 0.02° angular), regular oil-lubrication changes, and provide no field-serviceable wear part. The WH9 requires only dial-gauge alignment (0.3 mm parallel adequate), semi-annual grease repack, and a field-replaceable steel slider as the sole wear part. Acquisition cost is typically 40–50 % lower. For applications operating below 1 800 rpm where gear-coupling precision is not required, the WH9 is clearly the more economical and maintainable specification.
What is the M16 setscrew torque specification?
The standard M16 setscrew torque is 80 N·m for class 10.9 hardware. For shock-load applications, apply Loctite 243 before final tightening. Re-check after the first 50 operating hours following initial installation. At M16 torque levels, calibrated torque-wrench installation is strongly recommended — the substantial tightening force required risks stripped threads or hub distortion if applied with non-calibrated tools.
What hoist capacity is required for WH9 installation?
Minimum 250 kg hoist capacity (to handle both hubs simultaneously with safety factor). Chain-block or trolley-mounted hoist with appropriate sling and shackle hardware rated for at least 200 kg dynamic load. Each hub at approximately 40 kg requires individual hoist support during shaft-mounting sequence. Ever-power installation documentation covers safe-slinging arrangements for both vertical and horizontal installation orientations.
Is the WH9 suitable for extreme-heat environments?
Yes, with appropriate grease specification. For continuous ambient above +60 °C (desert quarries, kiln-adjacent installations), specify a synthetic polyalphaolefin grease (PAO NLGI Grade 2 for above +80 °C ambient) rather than the standard mineral lithium-complex grade. The cast-iron hub material itself performs without derating to +200 °C; the grease specification is the limiting factor for elevated-temperature deployment.
When should I consider WH10 instead of WH9?
Consider WH10 when: (1) required torque exceeds 3 550 N·m; (2) bore range exceeds 85 mm; or (3) the application demands the highest torque available in the WH family. At the top end of large light-industrial applications — large process pumps above 30 kW, large crusher mains, and heavy plant drives requiring the maximum available WH-family specification — the WH10 is the appropriate selection.
Quote WH9 for Heavy Upper-Class Light-Industrial Drives
For large crusher auxiliary, heavy agricultural harvester, large industrial process pump, and heavy general-plant applications in the 3 550 N·m mid-speed class, the WH9 delivers compelling cost savings over gear-coupling alternatives. Browse the wider WH series catalogue, read about Ever-power’s industrial-coupling supply, or enquire directly below.

























