Description
WH7 Light-Industrial Cast-Iron Oldham Coupling — Heavy Light-Industrial Crusher, Feed-Mixer and Heavy Pump Drives
The WH7 light-industrial Oldham coupling pushes the WH family to its upper working edge. With 900 N·m rated torque, 40–55 mm bore range, 25 kg mass, and 3 200 rpm permissible speed, the WH7 covers the heaviest applications within the light-industrial scope — jaw crusher auxiliary drives, large agricultural feed-mixer and silage-chopper main drives, heavy process-pump outputs, and the upper tier of light conveyor installations. At 25 kg, the WH7 requires hoist or two-person support during installation, and the 55 mm maximum bore corresponds to the dominant shaft size in the 7.5–15 kW motor class that anchors the WH7’s primary application population.
The WH7 occupies an important market position that bridges the WH family’s light-industrial orientation and the SL family’s heavy-industrial architecture. At 900 N·m and 3 200 rpm, the WH7 delivers performance that overlaps with the lower SL family members (SL70: 125 N·m at 250 rpm; SL90: 250 N·m) in torque while operating at substantially higher speed. This makes the WH7 the engineering-preferred specification for higher-speed light-industrial equipment where SL-family members would be dramatically over-sized in both mass (25 kg WH7 versus typically heavier SL equivalents) and cost. The WH7 is also the terminal endpoint for the WH family — customers requiring higher torque with similar speed envelopes should move to the SL series; customers requiring higher speed should move to the EP6 or EP6C precision-coupling family.
Specifications
| Parameter | Value |
|---|---|
| Model | WH7 |
| Nominal Torque (Tn) | 900 N·m |
| Permissible Speed (n) | 3 200 rpm |
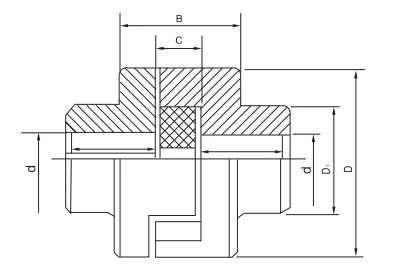
| Bore Range (d) | 40 – 55 mm |
| Mass | 25 kg |
| Radial Misalignment (Δy) | 0.8 mm |
| Angular Misalignment (Δα) | 0.5° |
| Axial Misalignment (Δx) | 0.9 mm |
| Hub Material | HT250 grey cast iron |
| Slider Material | Induction-hardened steel |
| Lubrication | Grease (annual) |
| Shaft Engagement | Keyway + setscrew |
Materials
HT250 Cast Iron Hubs (Upgraded)
At the WH7’s 900 N·m torque rating, hub specification upgrades from HT200 (WH1–WH6) to HT250 grey cast iron — a higher-tensile-strength alloy grade that provides approximately 25 % more hub-section yield strength. This upgrade is the documented engineering response to the WH7’s position at the upper torque boundary of the WH family, where HT200 section-design margins would be more constrained than is appropriate for the crusher and heavy-pump duty profile.
Induction-Hardened Steel Slider
Induction-hardened carbon steel with 45–55 HRC surface hardness. At 25 kg coupling mass, the slider component is approximately 4–5 kg — a manageable field-replacement item for a trained technician. The HRC 45–55 surface hardness of the slider provides the balanced wear characteristic against the HT250 hub — predictable gradual wear with sufficient hardness to maintain dimensional accuracy across multi-year service intervals.
M12 Setscrew Mounting
H7-reamed bore with parallel keyway to GB/T 1096 and M12 set-screw for axial location. M12 set-screw provides increased shaft-retention force appropriate for the WH7’s shock-load profile. For jaw-crusher auxiliary applications with very frequent shock-load events, M12 Loctite 243 thread-lock is recommended to prevent set-screw backing-out under vibration during extended continuous-duty operation.
WH Family Boundary and Selection Guidance
The WH7 marks the upper boundary of the WH family, and understanding this boundary is important for engineers navigating the Ever-power coupling catalogue. The WH family’s architectural design optimises for light-industrial duty: HT200/250 grey cast iron hubs, standard keyway mounting, grease-lubricated carbon steel slider, and a speed-versus-torque envelope that prioritises higher rotational speed over the very-high torque density of the SL series. At the WH7’s 900 N·m / 3 200 rpm specification, this architecture is approaching its practical limit.
Engineers requiring more torque than 900 N·m at similar speeds should move to the lower SL series (SL70: 125 N·m but at only 250 rpm maximum — much lower speed class) or to non-Oldham flexible-coupling architectures. Engineers requiring the WH7’s 3 200 rpm capability at torques above 1 000 N·m should consult Ever-power engineering for custom specifications or alternative coupling families. And engineers specifying the WH7 for shock-load applications (jaw crushers, impact-compactors) should note that the standard specification does not include the QT500 ductile-iron hub upgrade that the SL family employs — at this operating class, the HT250 hub provides adequate reserve, but applications with frequent 2× rated-torque events should specify the optional shock-load documentation review.
For a full comparison of WH, SL, EP6, and EP6C families across the Ever-power coupling portfolio, see the full product catalogue.

Industry Applications
⛏️ Jaw Crusher Auxiliaries
Auxiliary-drive coupling on small jaw and impact crushers in aggregate-quarry and construction-site operations. HT250 hub specification provides improved shock-load reserve for crusher auxiliary duty.
Large Agricultural Feed Mixers
Main-drive coupling on large vertical and horizontal feed-mixer wagons, silage-chopper main drives, and large grain-processing augers. Seasonal duty with shock-load events from hard-material inclusions.
Heavy Process-Pump Main
Main-drive coupling on heavy centrifugal and positive-displacement pumps in the 7.5–15 kW motor class for industrial, mining, and municipal water-treatment applications.
️ Construction Site Main Drives
Principal-shaft drives on concrete-mixer drums, large-aggregate screening-plant main drives, and construction-site material-handling principal axes. Impact-tolerance for construction-site duty profile.
Grain-Processing Heavy Drives
Heavy grain-elevator head-shaft drives, large-capacity grain-dryer main-fan drives, and feed-mill hammer-mill auxiliary drives. Annual maintenance aligns with grain-season planned-maintenance cycles.
Legacy Heavy-Equipment Retrofit
Drop-in replacement on legacy heavy light-industrial installations where original coupling specifications have been discontinued or have underperformed. Bore range covers dominant shaft sizes in the 7.5–15 kW class.
Why Choose Ever-power
Quality & Compliance
WH7 production runs under ISO 9001:2015. Documentation covers RoHS, REACH, and CE conformity. HT250 hub material certification is supplied as standard. For jaw-crusher and impact-compactor OEM customers, supplementary shock-load reserve documentation is available. For agricultural-equipment OEM customers, seasonal-duty ambient compatibility documentation is supplied.
Selection Boundary Guidance
The WH7 is the terminal upper specification of the WH family. Engineers requiring higher torque at comparable speed should consult Ever-power engineering for SL-family cross-referencing or custom coupling specification. The WH7 is the most cost-economical specification at its torque and speed envelope across the Ever-power catalogue.
Aftermarket
WH7 sliders and hubs stocked for 2-business-day shipment. 25 kg mass requires freight shipping rather than courier — standard industrial freight available globally. English-speaking engineering desk responds within 24 hours.
Customer Reviews & Case Studies
★★★★★
Malawi — Quarrying Contractor
Used in: Auxiliary-drive coupling on a small jaw crusher on a limestone-aggregate quarrying operation.
Feedback: “Previous spider-coupling specification failed within 8 months due to shock-load events from inhomogeneous limestone feed. The WH7 with HT250 hubs and M12 Loctite thread-lock has now passed 4 years without coupling failure. Annual slider inspection during crusher maintenance shutdowns shows acceptable wear — replacement scheduled for year 6. Outstanding improvement over previous specification.”
★★★★★
Rwanda — Large-Scale Dairy Farm
Used in: Main-drive coupling on large vertical feed-mixer wagons across a commercial dairy-farming operation.
Feedback: “Feed-mixer duty includes rock and foreign-object inclusions in the feed that produce severe shock-load events. The WH7 has handled 5 operating seasons across 6 mixer wagons without coupling failure. The upgrade to HT250 cast iron over the standard HT200 of our previous specification has been clearly beneficial. Excellent value for commercial agricultural duty.”
★★★★☆
Burundi — Water-Authority Pump Station
Used in: Heavy process-pump main-drive coupling on a municipal water-pumping station serving a provincial water authority.
Feedback: “Continuous-duty pumping operation with high seasonal demand during dry-season peak. WH7 has handled 4 years without coupling-related downtime. Knock one star only because the heavy 25 kg mass made initial installation challenging without hoist equipment at our pump-station site — required improvised handling that added time to commissioning. Engineering team provided installation guidance promptly when requested. Operational performance once installed has been excellent.”
Frequently Asked Questions
Why does the WH7 use HT250 instead of HT200 cast iron?
At the WH7’s 900 N·m torque rating and shock-load profile of jaw-crusher and feed-mixer duty, HT200’s tensile strength provides constrained safety factor at the hub-section geometry required by the 40–55 mm bore range. HT250’s approximately 25 % higher tensile strength (250 MPa versus 200 MPa minimum) expands the hub-section safety factor to a comfortable margin against realistic 1.5–2× rated-torque shock events. For WH1–WH6 the HT200 specification is entirely adequate; at WH7 the upgrade is the documented engineering requirement.
What is the maximum shock-load the WH7 can tolerate?
With HT250 hubs and the standard induction-hardened steel slider, the WH7 carries a documented peak-torque capacity of approximately 2× rated (1 800 N·m instantaneous) without permanent hub deformation risk. For applications with routine shock events at this level (jaw crusher rock feed, concrete mixer drum loading), annual slider inspection is recommended to verify wear has not reached the replacement threshold. For applications with shock events above 2× rated, consult engineering for a custom shock-specification review.
Is M12 Loctite thread-lock recommended as standard?
For standard continuous-steady-load applications (pumps, fans, mixers), M12 set-screw at standard torque (30 N·m) without thread-lock is adequate. For applications with significant shock-load events and structural vibration (jaw crushers, impact compactors, concrete mixers), Loctite 243 medium-strength thread-lock on the M12 set-screw is the engineering recommendation — preventing vibration-induced set-screw backing-out that could allow hub-to-shaft axial migration. Loctite 243 remains field-removable with standard hex-key tools when heated gently.
When should I move to the SL series instead of WH7?
Move to the SL series when: (1) required torque exceeds 900 N·m; (2) required operating speed is below 1 000 rpm (SL family’s slow-speed, high-torque design is more efficient in this envelope); (3) the shock-load profile requires QT500 ductile-iron hub material (not available in WH family); or (4) the installation requires taper-bushed mounting for shock-load endurance. For applications meeting all of these conditions within the WH7’s envelope, the WH7 is the correct and more cost-economical specification.
What installation support is available for the 25 kg WH7?
Ever-power supplies detailed installation documentation covering safe-handling procedures for the WH7’s 25 kg mass, including guidance on improvised hoist-support arrangements for installations without overhead crane access. For major OEM customers, video-format installation documentation is available on request. Each WH7 ships with dedicated lifting-strap anchor points identified in the packaging for safe two-person handling. Hoist-support with chain block and sling is the recommended approach for installations where overhead crane is not available.
Quote WH7 — Upper Boundary of the WH Family
For jaw-crusher auxiliary, large agricultural feed-mixer, heavy process-pump, construction-site main, and heavy grain-processing applications, the WH7 is the most cost-economical heavy light-industrial coupling specification at this torque and speed class. Browse the wider WH series catalogue or read about Ever-power’s industrial-coupling capability, or enquire directly below.

























