
Description
SL210 Heavy-Industrial Cross-Slider Oldham Coupling — 210 mm Cast-Iron Hub for Mining, Slurry-Pump and Hydropower Drives
The SL210 industrial Oldham coupling takes the SL family across an important power threshold. At 5 000 N·m rated torque, 210 mm hub OD, 85–90 mm bore range, and 250 r/min permissible speed, the SL210 transmits 90–130 kW of continuous mechanical power. This duty class anchors primary mining-crusher auxiliary drives, large heavy-slurry pumps in mineral-processing plants, hydropower auxiliary trains, and the higher-power process-mixer outputs in heavy chemical and metallurgical industries. At this scale the coupling is unambiguously a critical-path asset — typically specified by senior engineering, reviewed by maintenance management, and expected to remain in service for the design life of the host equipment.
One detail that engineers should note when comparing the SL210 against its smaller siblings: the slider clearance (S) increases to 1.0 mm at this size, up from 0.5 mm for SL170 and below. This reflects the increased thermal-expansion budget required at the higher torque level — the slider’s metallic sliding interfaces generate measurable heat during high-misalignment operation, and the larger clearance provides space for the slider to operate without binding under thermal expansion. The change is invisible to the integrator (assembly procedure is unchanged), but it underlines the engineering thought that goes into scaling the cross-slider architecture to higher power levels.
Specifications
| Parameter | Value |
|---|---|
| Model | SL210 |
| Nominal Torque (Tn) | 5 000 N·m |
| Permissible Speed (n) | 250 r/min |
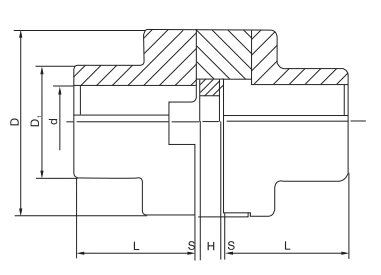
| Bore Range (d) | 85 – 90 mm |
| Outside Diameter (D) | 210 mm |
| Hub Bore Diameter (D₁) | 130 mm |
| Overall Length (L) | 160 mm |
| Slider Plate Thickness (H) | 33 mm |
| Slider Clearance (S) | 1.0 mm |
| Moment of Inertia | 0.9 kg·m² |
| Mass | 45 kg |
| Radial Misalignment (Δy) | 3.4 mm |
| Angular Misalignment (Δα) | 0.5° |
| Axial Misalignment (Δx) | 2.6 mm |
| Shaft Engagement | Keyway + setscrew |
| Lubrication | Grease (re-pack 6-monthly) |
Materials
HT250 or QT500 Cast-Iron Hubs
For mining and slurry-pump applications, the QT500-7 ductile-iron hub variant is the documented best practice. The spheroidal-graphite microstructure delivers approximately 3× the fracture toughness of HT250 grey iron, addressing the dominant failure-risk vector in the routine shock-load environment of crusher and slurry-pump duty. Hub section thickness has been engineered with a 3× safety factor against the 5 000 N·m peak rating.
33 mm Heavy Steel Slider
The 33 mm thick cross-slider is the heaviest in the SL family below this size. Standard specification is induction-hardened 45-steel; 40Cr alloyed-steel variant is recommended for reversal duty and abrasive slurry-pump applications. The substantial slider section delivers effectively unlimited fatigue life under steady-state torque; replacement is driven entirely by wear of the sliding faces.
Heavy-Industrial Shaft Mounting
H7-reamed bore with parallel keyway to GB/T 1096. M20 set-screw for axial location. For crusher and slurry-pump applications specifically, taper-bushed mounting using locking assemblies is the documented engineering best practice — eliminating the keyway-shear failure mode under the routine shock-load profile of these installations. Locking assembly recommendations on engineering enquiry.
Engineering Considerations for 90–130 kW Duty
The transition from 55–85 kW to 90–130 kW marks a real engineering threshold. At the lower power band, a coupling-related failure costs production hours; at the higher power band, it typically also damages downstream equipment, requires specialist intervention to restart, and may trigger unplanned process-chemistry events that take days to recover from. The selection criterion therefore tightens dramatically: not just “what is the cheapest coupling that meets the duty?” but “what is the most reliable coupling architecture, and how does its failure mode interact with the surrounding equipment?”
The SL210’s answer is built into the architecture. The failure mode is gradual wear of an inspectable, replaceable, metallic slider. There is no elastomer to fatigue-crack, no spring-pack to lose preload, no precision-ground bellows to corrupt under shock load. When wear is detected during routine inspection, the slider is replaced during the next planned shutdown — typically a 90-minute task with the host equipment offline. Cast-iron hubs continue in service across multiple slider-replacement cycles, often spanning the entire installed life of the host equipment. This is exactly the failure profile that mining and process-plant maintenance planning depends on.
For mining-crusher applications specifically, the SL210 is often specified in combination with a soft-start fluid coupling or VFD-controlled motor — combining the SL210’s gradual-failure mechanism with active inrush limiting to deliver the most reliable possible drive train. See Ever-power’s flexible coupling overview for related selection guidance.

Industry Applications
⛰️ Primary Mining-Crusher Auxiliary
Auxiliary drive lines on jaw crusher, gyratory crusher, and cone-crusher installations. Slider absorbs the shock loads of inhomogeneous rock-feed events without flexure of any metallic component.
Heavy Slurry-Pump Drives
Coupling between drive motor and heavy-duty slurry pump shaft on mineral-processing, sand-and-gravel, and tailings-management installations. QT500 hubs resist the corrosive ambient of acidic slurries.
Hydropower Auxiliary Trains
Trash-rake, gate-actuator, and governor-aux drives on small-to-medium hydropower installations. Cast-iron section absorbs debris-impact events without permanent damage.
Heavy Process Mixers
Reduction-output to impeller-shaft couplings on 100+ kW process mixers in chemical, petrochemical, and metallurgical industries. Misalignment tolerance absorbs the thermal-growth budget during start-up cycles.
Large Marine Auxiliary
Large bow-thruster auxiliary drives on ferries, harbour-service vessels, and offshore-supply ships. QT500 hub variant for marine corrosion resistance.
Heavy Conveyor Head Drives
Head-pulley and drive-shaft couplings on 1000–1400 mm wide overland and quarry conveyors. Slider absorbs the high inrush torque of conveyor start-up under loaded conditions.
Why Choose Ever-power
Quality & Documentation
SL210 production runs under ISO 9001:2015. Full melt-traceability per cast-iron heat with chemical-composition certification. Documentation pack includes RoHS, REACH, and CE conformity declarations. For mining customers, supplementary documentation covering NACE MR0175 sour-service material compatibility (with QT500 stainless variant) is available. For hydropower deployments, additional EN ISO 12944 corrosivity-class C5 documentation is supplied on request.
Customisation
Catalogue bore range 85–90 mm; oversized variants up to 95 mm and undersized to 80 mm produced under engineering review. Imperial-bore variants (3-3/8″, 3-1/2″, 3-5/8″) supported for North American export markets. QT500-7 ductile-iron hub upgrade is documented and lead-time-stable. Taper-bushed mounting via standard locking-assembly families is the recommended approach for crusher and slurry-pump installations.
Heavy-Industrial Aftermarket
SL210 slider plates stocked for 2-business-day shipment under part SL210-SLIDER. 40Cr alloy reversal-duty variant and bronze CuSn10 electrical-isolation variant available within 1 week. Mass per coupling 45 kg; sea-freight standard in heavy-duty crating. English-speaking engineering desk responds within 24 hours.
Customer Reviews & Case Studies
★★★★★
Tunisia — Phosphate Mining Operation
Used in: Tailings slurry-pump drive coupling on a phosphate-beneficiation plant.
Feedback: “Acidic slurry environment and intermittent solids loading had been catastrophic for every flexible coupling we tried. The SL210 with QT500 ductile-iron hubs and 40Cr alloy slider has now passed 5 years of continuous duty with one scheduled slider replacement during a planned mill shutdown. Total ownership cost is the lowest of any flexible coupling in our maintenance database.”
★★★★★
Morocco — Small Hydropower Generation
Used in: Trash-rake auxiliary drive on a 5 MW run-of-river hydropower installation.
Feedback: “Trash-rake duty includes routine debris-impact events that catastrophically failed our original disc-pack coupling specification within 30 months. The SL210 has now passed 6 years of duty with no failure events. Slider plate shows acceptable wear and is scheduled for replacement during the next major plant overhaul. Excellent specification for hydropower auxiliary duty.”
★★★★☆
Ethiopia — Quarrying & Aggregate Operation
Used in: Auxiliary drive coupling on a primary jaw crusher in basalt-aggregate production.
Feedback: “Inhomogeneous basalt feed produces routine 1.5–2× rated-torque shock events. The QT500 hub variant has handled this for 4 years with one scheduled slider replacement. Knock one star only because the lead time for emergency replacement slider during an unscheduled wear event was 8 days — engineering had quoted 5 working days. Otherwise excellent.”
Frequently Asked Questions
Why does the slider clearance increase to 1.0 mm at the SL210 size?
At higher torque levels the slider’s metallic sliding faces generate measurable heat during high-misalignment operation. The 1.0 mm clearance provides space for the slider to operate without binding under thermal expansion. Below the SL210 size, lower torque levels produce less heat, and the 0.5 mm clearance is adequate.
What is the recommended grease-repack interval at this size?
For SL210 and larger SL family members in heavy industrial duty (mining, slurry-pump, hydropower), a 6-month grease-repack interval is recommended — half the standard 12-month interval of smaller couplings. The shorter interval reflects the higher contact pressures at the sliding interfaces and the more demanding ambient typical of these installations. In light-duty service the 12-month interval remains appropriate.
Can the SL210 be balanced for higher-speed operation?
Catalogue rating is 250 r/min. For applications operating up to 400 r/min, ISO 1940 G2.5 precision balance is documented and available — please specify at order entry. Above 400 r/min the SL210 is not the appropriate selection; consult engineering for an alternative within the EP6 precision-coupling family.
Are taper-bushed mounting variants supported?
Yes. For mining, slurry-pump, and other high-shock applications, taper-bushed mounting via standard RINGFEDER 7012, KTR-Clampex, or equivalent locking-assembly families is the documented engineering best practice. The taper-bush eliminates the keyway-shear failure mode entirely. Lead time for taper-bushed variant is typically 2–3 weeks beyond catalogue.
What is the recommended motor-starter coordination for the SL210?
For installations with the SL210 in the drive train, we recommend VFD soft-start or fluid-coupling-isolated start, set to limit inrush torque to no more than 2× rated SL210 torque (10 000 N·m peak). Direct-on-line starting of large motors directly through the SL210 is technically permissible but reduces slider service life by 30–40 % through accumulated shock-load damage.
Quote SL210 for Heavy Industrial Drives
For mining, slurry-pump, hydropower, and heavy process-mixer installations in the 90–130 kW power class, the SL210 has been Ever-power’s reliability standard for decades. Browse the complete SL series catalogue, learn about Ever-power’s industrial supply commitments, or move directly to enquiry below.
