
โอลด์แฮม ข้อต่อ
ข้อต่อก้ามปูและตัวเชื่อมต่อแบบยืดหยุ่นชนิดแผ่นดิสก์ที่ได้รับการออกแบบทางวิศวกรรมอย่างแม่นยำ ซึ่งช่วยขจัดแรงตามแนวแกน ดูดซับการเยื้องศูนย์ในแนวรัศมี และปกป้องระบบเซอร์โวของคุณ ผลิตตามมาตรฐาน ISO 9001 มานานกว่า 20 ปี
ชุดข้อต่อโอลด์แฮม
ตั้งแต่ตัวเชื่อมต่อแกนเซอร์โวขนาดกะทัดรัดไปจนถึงข้อต่อเพลาอุตสาหกรรมสำหรับงานหนัก ผลิตภัณฑ์ครบวงจรของเราครอบคลุมเส้นผ่านศูนย์กลางรูตั้งแต่ 3 มม. ถึง 80 มม. และพิกัดแรงบิดสูงสุดถึง 300 N·m โดยมีให้เลือกทั้งโลหะผสมอะลูมิเนียม ไนลอนวิศวกรรม และโพลียูรีเทน

ข้อต่อโอลด์แฮมแบบขันสกรู
การล็อคแบบรัศมีโดยใช้สกรูตัวหนอน เหมาะสำหรับงานที่มีน้ำหนักเบาถึงปานกลาง ที่ต้องการการถอดประกอบอย่างรวดเร็วและการยึดตรึงตามแนวแกน
ดูรายละเอียด
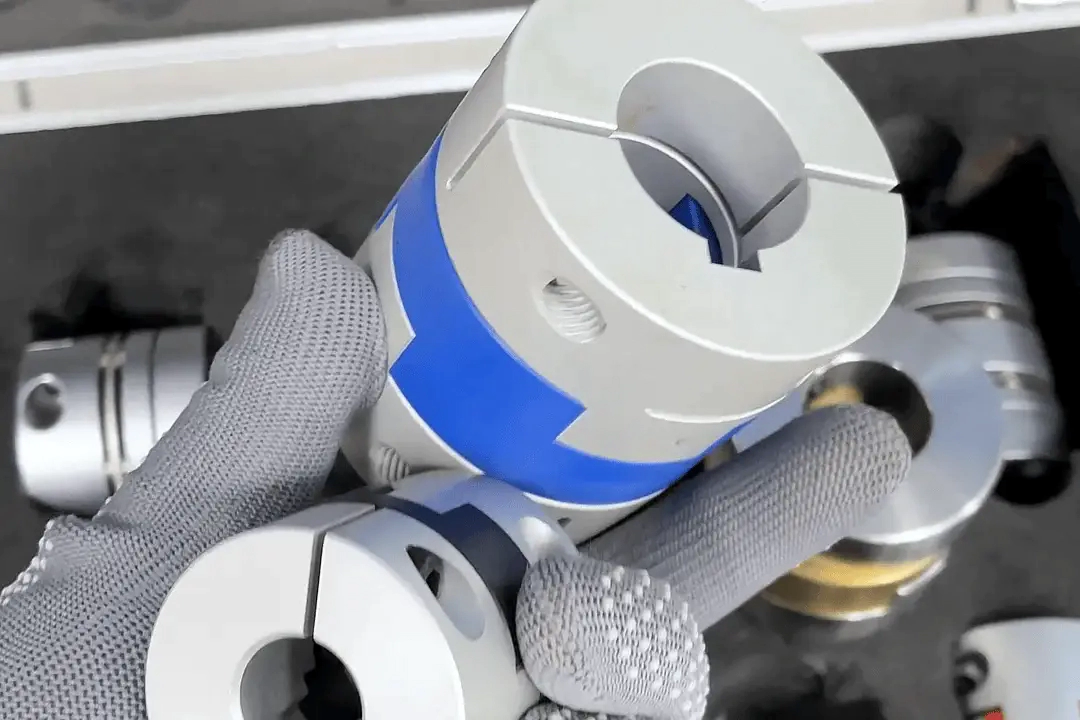
แคลมป์โอลด์แฮมคัปปลิง
การออกแบบตัวยึดดุมแบบแยกส่วนเพื่อการจับยึดเพลาที่เหนือกว่าโดยไม่ทำให้รูภายในบิดเบี้ยว เหมาะสำหรับมอเตอร์เซอร์โวและแกนเคลื่อนที่ที่มีความแม่นยำสูง
ดูรายละเอียด
ข้อต่อโอลด์แฮมแบบ SL
รูปทรงดุมดิสก์ขนาดกะทัดรัดที่ได้รับการปรับให้เหมาะสมสำหรับระยะห่างของเพลาที่สั้น นิยมใช้ในอุปกรณ์ทางการแพทย์ เซมิคอนดักเตอร์ และระบบกำหนดตำแหน่งทางแสง
ดูรายละเอียด
ข้อต่อโอลด์แฮมแบบ WH
การออกแบบดุมล้อแบบกว้างได้รับการออกแบบมาเพื่อการส่งแรงบิดที่สูงขึ้นและการชดเชยการเยื้องศูนย์ด้านข้างที่มากขึ้นในเครื่องจักรอุตสาหกรรมและการบรรจุภัณฑ์
ดูรายละเอียดเหตุใดข้อต่อ Oldham จึงโดดเด่นในระบบขับเคลื่อนที่มีความแม่นยำสูง
ลักษณะเด่นสามประการทำให้ข้อต่อแบบ Oldham สามชิ้นเหนือกว่าข้อต่อแบบก้ามปู ข้อต่อแบบสูบลม และข้อต่อแบบคาน ในการใช้งานที่ไวต่อการเยื้องศูนย์
การส่งกำลังแบบแรงแกนเป็นศูนย์
แผ่นดิสก์ตรงกลางที่ลอยตัวจะเลื่อนได้อย่างอิสระในดุมทั้งสองข้าง ทำให้มั่นใจได้ว่าแรงตามแนวแกนจะไม่ถูกส่งไปยังแบริ่งมอเตอร์หรือรางเลื่อนเชิงเส้น คุณลักษณะนี้มีความสำคัญอย่างยิ่งสำหรับงานมอเตอร์เซอร์โวและสเต็ปเปอร์ที่มีความแม่นยำสูง ซึ่งแรงกดล่วงหน้าของแบริ่งจะต้องคงที่อยู่เสมอ
การชดเชยการเยื้องศูนย์รัศมีสูง
ร่องและลิ้นที่ผ่านการกลึงอย่างแม่นยำในดุมดิสก์ช่วยให้สามารถแก้ไขการเยื้องศูนย์ขนานด้านข้างได้ตั้งแต่ ±0.5 มม. ถึง ±1.5 มม. ขึ้นอยู่กับรุ่น สามารถรองรับการเยื้องศูนย์เชิงมุมได้ถึง 1.0° โดยไม่เกิดแรงด้านข้าง ซึ่งช่วยยืดอายุการใช้งานของชิ้นส่วนที่เชื่อมต่อได้อย่างมาก
การบำรุงรักษาจานกลางอย่างรวดเร็ว
เมื่อแผ่นดิสก์โพลีเมอร์หมดอายุการใช้งานแล้ว ดุมทั้งสองยังคงติดตั้งอยู่บนเพลาของตนเอง จำเป็นต้องเปลี่ยนเฉพาะแผ่นดิสก์ตรงกลางเท่านั้น ไม่ต้องปรับแนวเพลา หรือถอดมอเตอร์ ระยะเวลาในการหยุดซ่อมบำรุงวัดเป็นนาที ไม่ใช่ชั่วโมง
สองทศวรรษแห่งการผลิตข้อต่อความแม่นยำสูง
บริษัท Ever-power ใช้เวลากว่า 20 ปีในการพัฒนา ปรับปรุง และผลิตข้อต่อเพลาแบบ Oldham สำหรับลูกค้าทั่วอเมริกาเหนือ ยุโรป เอเชียตะวันออกเฉียงใต้ และตะวันออกกลาง ทีมวิศวกรของเรามีความเชี่ยวชาญอย่างลึกซึ้งในการวิเคราะห์ห่วงโซ่ความคลาดเคลื่อน กลศาสตร์ของวัสดุ และพลศาสตร์การหมุน ซึ่งความรู้เหล่านี้ถูกนำไปใช้โดยตรงในข้อต่อทุกชิ้นที่เราจัดส่ง
เราดำเนินงานในฐานะพันธมิตร OEM สำหรับผู้รวมระบบอัตโนมัติ ผู้ผลิตเครื่องจักร และผู้จัดจำหน่าย MRO ที่ต้องการความแม่นยำของขนาดที่สม่ำเสมอ ประสิทธิภาพของแผ่นดิสก์โพลีเมอร์ที่เชื่อถือได้ และการสนับสนุนทางเทคนิคที่ตอบสนองรวดเร็ว ไม่ว่าคุณจะต้องการสินค้าในแคตตาล็อกมาตรฐานหรือการกำหนดค่ารูและร่องลิ่มแบบกำหนดเอง ทีมวิศวกรรมการผลิตของเราจะทำงานร่วมกับแบบร่างข้อกำหนดของคุณโดยตรง
- ระบบบริหารคุณภาพที่ได้รับการรับรองมาตรฐาน ISO 9001:2015
- บริการกลึง CNC, กัด CNC และชุบอะโนไดซ์ภายในบริษัท
- ตรวจสอบขนาดด้วยเครื่อง CMM ในทุกชุดการผลิต
- ขนาดรูเจาะ ร่องลิ่ม และรูปแบบสกรูยึดแบบกำหนดเอง
- มีโปรแกรม OEM สำหรับการผลิตสินค้าภายใต้แบรนด์ของตนเอง
- เอกสารข้อมูลทางเทคนิคและเอกสารข้อมูลมิติได้รับการจัดเตรียมไว้ให้แล้ว
ประสบการณ์ด้านการผลิต
พารามิเตอร์ทางเทคนิคทั่วไป
ข้อมูลจำเพาะโดยทั่วไปของข้อต่อ Oldham รุ่นมาตรฐาน สามารถขอรับเอกสารข้อมูลฉบับเต็มและการกำหนดค่าแบบกำหนดเองได้ตามต้องการ

| พารามิเตอร์ | ข้อกำหนด |
|---|---|
| ช่วงเส้นผ่านศูนย์กลางรูเจาะ | 3 มม. – 80 มม. |
| ช่วงแรงบิดที่กำหนด | 0.08 นิวตันเมตร – 300 นิวตันเมตร |
| การเบี่ยงเบนด้านข้าง | ±0.5 มม. – ±1.5 มม. |
| การเยื้องศูนย์เชิงมุม | สูงสุด 1.0° |
| แรงตามแนวแกนที่ส่งผ่าน | ศูนย์ |
| อุณหภูมิในการทำงาน | −30°C – +120°C |
| ความเร็วรอบสูงสุด | ความเร็วรอบสูงสุด 6,000 รอบต่อนาที (ขึ้นอยู่กับรุ่น) |
| ตัวเลือกวัสดุฮับ | โลหะผสมอลูมิเนียม 6061, เหล็กกล้าไร้สนิม SS304, เหล็กกล้า |
| ตัวเลือกวัสดุแผ่นดิสก์ | ไนลอน, POM, โพลียูรีเทน |
| การบำบัดพื้นผิว | ชุบอะโนไดซ์สีดำ อลูมิเนียมธรรมชาติ ชุบสังกะสี |
| ร่องลิ่มและสกรูยึด | มีจำหน่ายสำหรับขนาดรูเจาะทุกขนาด |
| การรับรอง | ISO 9001:2015 |
ข้อต่อ Oldham ของ Ever-power ถูกนำไปใช้งานในสถานที่ใดบ้าง
ข้อต่อแผ่นดิสก์แบบยืดหยุ่นของเราได้รับการระบุโดยวิศวกรและผู้จัดการจัดซื้อใน 5 กลุ่มอุตสาหกรรมหลักด้านความแม่นยำทั่วโลก
โซลูชันระบบขับเคลื่อนความแม่นยำสูงสำหรับภาคอุตสาหกรรมที่มีความต้องการสูง
ในเครื่องจักรกลซีเอ็นซี ชุดสกรูและแคลมป์ของ Ever-power เชื่อมต่อมอเตอร์เซอร์โวกับปลายบอลสกรู ซึ่งความแข็งแกร่งเชิงมุมและคุณสมบัติการคลายตัวเป็นศูนย์มีความสำคัญอย่างยิ่ง ความแม่นยำในการกำหนดตำแหน่งในระบบวงปิดขึ้นอยู่กับการส่งแรงบิดอย่างแม่นยำของชุดเชื่อมต่อ — ชุดเชื่อมต่อแบบดุมอะลูมิเนียมและแผ่นดิสก์ POM ของเราให้ความแข็งแกร่งต่อแรงบิดในขณะที่ยังคงดูดซับการเยื้องศูนย์ของเพลาเล็กน้อยที่เกิดขึ้นได้ในโครงสร้างเครื่องจักรที่ประกอบแล้ว
ผู้ผลิตหุ่นยนต์เลือกใช้ข้อต่อแบบ SL ของเราสำหรับชุดประกอบแอคชูเอเตอร์ข้อต่อ เนื่องจากรูปทรงแกนที่เพรียวบางนั้นพอดีกับพื้นที่จำกัด ในอุปกรณ์การถ่ายภาพทางการแพทย์และระบบอัตโนมัติในห้องปฏิบัติการ ข้อต่อแบบสแตนเลสสตีลตอบสนองความต้องการด้านสุขอนามัยและความต้านทานการกัดกร่อนโดยไม่ลดทอนความแม่นยำ ระบบจัดการแผ่นเวเฟอร์เซมิคอนดักเตอร์ได้รับประโยชน์จากคุณสมบัติการเป็นฉนวนไฟฟ้าของแผ่นกลางที่ทำจากไนลอนและ POM ซึ่งป้องกันการรั่วไหลของกระแสไฟฟ้าระหว่างเพลาของมอเตอร์และเพลาโหลด
สายการผลิตบรรจุภัณฑ์อาหารและเครื่องดื่มต้องการทั้งวัสดุที่เข้ากันได้กับมาตรฐาน IP และการเข้าถึงเพื่อการบำรุงรักษาอย่างรวดเร็ว ข้อต่อแบบ WH ของเรา ซึ่งมีแผ่นตรงกลางแบบปลดเร็ว ช่วยให้ทีมงานด้านสุขอนามัยสามารถเปลี่ยนชิ้นส่วนที่สึกหรอได้โดยไม่ต้องถอดมอเตอร์ออกจากฐานยึด ซึ่งเป็นการเพิ่มประสิทธิภาพโดยรวมของอุปกรณ์โดยตรง

เหตุใดผู้ซื้อภาคอุตสาหกรรมระดับโลกจึงเลือก Ever-power
คุณภาพทางวิศวกรรม ความน่าเชื่อถือในการจัดหา และความยืดหยุ่นทางการค้าที่สั่งสมมาตลอดสองทศวรรษแห่งความร่วมมือกับผู้ผลิตอุปกรณ์ดั้งเดิม (OEM)
ความถูกต้องของมิติที่ได้รับการตรวจสอบแล้ว
ทุกชุดการผลิตจะผ่านการตรวจสอบด้วยเครื่อง CMM โดยเทียบกับเกจมาตรฐาน ค่าความคลาดเคลื่อนของรูเจาะจะกำหนดไว้ที่มาตรฐาน H7 เป็นค่าเริ่มต้น และสามารถเลือกใช้ H6 ได้ตามคำขอ ข้อต่อของคุณจะประกอบเข้ากันได้พอดีตั้งแต่ครั้งแรก
วิศวกรรมวัสดุแผ่นดิสก์
เรามีวัสดุไนลอน PA66 สำหรับงานเซอร์โวมาตรฐาน, POM สำหรับงานที่ต้องการการสึกหรอต่ำและความเร็วสูง และโพลียูรีเทนสำหรับงานที่ต้องการแรงบิดสูงและลดแรงสั่นสะเทือน เรามีคำแนะนำในการเลือกวัสดุให้ทุกครั้งที่สอบถามข้อมูล
ระบบคุณภาพ ISO 9001:2015
ระบบการจัดการคุณภาพของเราครอบคลุมการตรวจสอบวัตถุดิบขาเข้า การตรวจสอบด้วยเครื่อง CNC ระหว่างกระบวนการผลิต การควบคุมการปรับสภาพพื้นผิว และการตรวจสอบขนาดก่อนส่งมอบสินค้า โดยทุกการจัดส่งจะมีการจัดทำเอกสารและสามารถตรวจสอบย้อนกลับได้
โปรแกรม OEM และ Private Label
เราจัดจำหน่ายผลิตภัณฑ์ที่ไม่ได้ติดฉลากแบรนด์ (grey-label products) ให้แก่ผู้จัดจำหน่ายและบริษัทรับจ้างประกอบชิ้นส่วนทั่วอเมริกาเหนือ ยุโรป และออสเตรเลีย สำหรับผู้ซื้อรายใหญ่ที่มีคุณสมบัติครบถ้วน สามารถจัดหาบรรจุภัณฑ์แบบกำหนดเอง การกำหนดหมายเลขชิ้นส่วน และเอกสารประกอบได้
ฝ่ายสนับสนุนด้านเทคนิคการขาย
วิศวกรผู้เชี่ยวชาญด้านการใช้งานของเราจะตอบคำถามทางเทคนิคด้วยการคำนวณแรงบิด ความเร็ว และการเยื้องศูนย์ ไม่ใช่แค่หมายเลขชิ้นส่วน หากการใช้งานของคุณอยู่ในขอบเขตที่ก้ำกึ่ง เราจะแจ้งให้คุณทราบและแนะนำซีรี่ส์ที่เหมาะสมให้
เงื่อนไขทางการค้าอุตสาหกรรมที่โปร่งใส
เราทำงานภายใต้เงื่อนไขการค้ามาตรฐาน Incoterms (EXW, FOB, CIF) รับชำระเงินด้วย TT และ LC และจัดส่งเอกสารการตรวจสอบย้อนกลับของวัสดุและรายงานการทดสอบอย่างครบถ้วน ยินดีรับคำสั่งซื้อตัวอย่างก่อนตัดสินใจสั่งซื้อในปริมาณมาก
ทำความเข้าใจเกี่ยวกับการออกแบบข้อต่อแบบ Oldham: การเลือกใช้ ประสิทธิภาพ และการใช้งาน

สถาปัตยกรรมสามชิ้น
ข้อต่อแบบโอลด์แฮม (Oldham coupling) ได้ชื่อมาจากจอห์น โอลด์แฮม ผู้จดสิทธิบัตรกลไกแผ่นเลื่อนสามชิ้นในปี 1821 เพื่อส่งผ่านการเคลื่อนที่แบบหมุนระหว่างเพลาคู่ขนานแต่เยื้องศูนย์ การออกแบบนี้ยังคงไม่เปลี่ยนแปลงโดยพื้นฐาน เนื่องจากสามารถแก้ปัญหาทางกลที่สำคัญมาอย่างยาวนานได้อย่างงดงาม นั่นคือ วิธีการเชื่อมต่อเพลาสองอันที่ไม่อยู่ในแนวเดียวกันโดยไม่ก่อให้เกิดโมเมนต์ดัดที่ทำให้ตลับลูกปืนเสียหาย
ชุดประกอบนี้ประกอบด้วยดุมด้านนอกสองอันและแผ่นดิสก์ตรงกลาง ดุมแต่ละอันมีลิ้นรูปสี่เหลี่ยมผืนผ้าที่กลึงตั้งฉากกับหน้าของมัน แผ่นดิสก์ตรงกลางมีร่องสองร่องที่ทำมุม 90° ต่อกัน โดยอยู่บนแต่ละด้าน ลิ้นของดุม A เลื่อนไปในร่องหนึ่งของแผ่นดิสก์ ส่วนลิ้นของดุม B เลื่อนไปในร่องตรงข้าม การจัดเรียงนี้ทำให้มั่นใจได้ว่าไม่ว่าระยะห่างด้านข้างระหว่างเส้นศูนย์กลางของเพลาทั้งสองจะเป็นเท่าใด แผ่นดิสก์ตรงกลางจะส่งแรงบิดเต็มที่ในขณะที่เลื่อนไปในแนวรัศมีเพื่อดูดซับความคลาดเคลื่อนนั้น — โดยไม่ก่อให้เกิดแรงปฏิกิริยาตามแนวแกนบนเพลาใดๆ
การเลือกวัสดุเพื่อประสิทธิภาพของจานกลาง
แผ่นดิสก์ตรงกลางเป็นชิ้นส่วนสึกหรอที่ต้องเปลี่ยนในข้อต่อแบบโอลด์แฮม และการเลือกวัสดุมีผลโดยตรงต่อความสามารถในการรับแรงบิด อายุการใช้งาน ความเร็วในการทำงาน และระดับเสียงของระบบ
ไนลอน PA66 เป็นวัสดุแผ่นดิสก์ที่ใช้กันอย่างแพร่หลายที่สุดสำหรับการใช้งานมอเตอร์เซอร์โวและมอเตอร์สเต็ปเปอร์มาตรฐาน มีคุณสมบัติที่สมดุลระหว่างความแข็งแรงดึง ความแข็งของพื้นผิว และคุณสมบัติการหล่อลื่นในตัว การสัมผัสแบบเลื่อนระหว่างลิ้นดุมอลูมิเนียมและร่องไนลอนทำให้เกิดแรงเสียดทานต่ำและอัตราการสึกหรอที่ยอมรับได้ที่ความเร็วเซอร์โวทั่วไป 1,000 ถึง 3,000 รอบต่อนาที
POM (โพลีออกซีเมทิลีน / เดลริน) POM ให้ความเสถียรทางมิติสูงกว่าไนลอน ดูดซับความชื้นต่ำกว่า และพื้นผิวเรียบเนียนกว่า คุณสมบัติเหล่านี้ทำให้ POM เป็นวัสดุที่นิยมใช้สำหรับแผ่นดิสก์ในอุปกรณ์เซมิคอนดักเตอร์และอุปกรณ์ทางแสง ซึ่งความสม่ำเสมอของมิติในช่วงอุณหภูมิต่างๆ เป็นสิ่งสำคัญ นอกจากนี้ แผ่นดิสก์ POM ยังทนต่อสารเคมีได้ดีกว่า เช่น น้ำมันหล่อลื่นสำหรับตัดและตัวทำละลายในห้องปลอดเชื้อ
โพลียูรีเทน (PU) แผ่นดิสก์ชนิดนี้ถูกออกแบบมาโดยคำนึงถึงแรงบิดสูงสุดและการลดแรงสั่นสะเทือนมากกว่าความเร็วสูงสุด วัสดุ PU ช่วยดูดซับแรงกระแทกและลดการส่งผ่านแรงสั่นสะเทือนจากการหมุน ทำให้มีประสิทธิภาพในสายการผลิตบรรจุภัณฑ์ที่มีการโหลดแบบหมุนเวียน ข้อเสียคือแรงเสียดทานในการเลื่อนสูงกว่าไนลอน ดังนั้นจึงไม่แนะนำให้ใช้แผ่นดิสก์ PU ที่ความเร็วรอบเกิน 3,000 รอบต่อนาทีโดยไม่มีการตรวจสอบเฉพาะเจาะจง
วัสดุดุมล้อและการตกแต่งพื้นผิว
ตัวเรือนดุมล้อผลิตจากอลูมิเนียมอัลลอยด์ 6061 เป็นมาตรฐาน อัลลอยด์นี้มีอัตราส่วนความแข็งแรงต่อน้ำหนักที่ดีเยี่ยม มีความสามารถในการขึ้นรูปสูงเพื่อให้ได้ขนาดรูที่เล็ก และทนทานต่อการกัดกร่อนตามธรรมชาติ การชุบอะโนไดซ์สีดำช่วยเพิ่มความแข็งของพื้นผิวและให้ผิวสัมผัสที่ดูเป็นมืออาชีพ ป้องกันการสึกหรอจากปฏิกิริยาไฟฟ้าที่หน้าสัมผัสของลิ้น สำหรับการใช้งานในสภาพแวดล้อมที่เปียกชื้น ถูกสุขอนามัย หรือมีฤทธิ์กัดกร่อนทางเคมี ดุมล้อสแตนเลส SS304 มีให้เลือกใช้โดยมีราคาสูงกว่า
การเลือกขนาดรูเจาะและวิธีการยึดตรึง
ผลิตภัณฑ์มีให้เลือกทั้งแบบยึดด้วยสกรูและแบบยึดด้วยดุม การยึดด้วยสกรูใช้สกรูเกลียวปล่อยหนึ่งหรือสองตัวที่กดกับพื้นผิวเพลาหรือส่วนที่กลึงเรียบบนเพลา ซึ่งให้แรงบิดในการยึดที่เพียงพอสำหรับการใช้งานเบาและปานกลาง และเป็นตัวเลือกที่ต้นทุนต่ำกว่าสำหรับการผลิตเครื่องจักรจำนวนมาก อย่างไรก็ตาม การประกอบและถอดดุมสกรูซ้ำๆ อาจทำให้พื้นผิวเพลาเสียหายได้เมื่อเวลาผ่านไป
ดุมแบบหนีบใช้รูเจาะแยกและสลักเกลียวแบบสัมผัสเพื่อสร้างแรงหนีบรัศมีที่สม่ำเสมอรอบเส้นรอบวงของเพลา วิธีนี้ไม่ก่อให้เกิดความเค้นกระจุกตัวเฉพาะจุดและรักษาความสมบูรณ์ของพื้นผิวเพลาตลอดวงจรการประกอบหลายรอบ ดุมแบบหนีบเป็นตัวเลือกที่นิยมใช้สำหรับเพลาส่งกำลังของเซอร์โวมอเตอร์ที่ต้องรักษาสภาพพื้นผิวของเพลาเพื่อให้เป็นไปตามข้อกำหนดการรับประกัน
ขนาดเส้นผ่านศูนย์กลางรูเจาะมีให้เลือกทั้งขนาดมาตรฐานเมตริกและนิ้ว หากขนาดมาตรฐานไม่ตรงกับข้อกำหนดเฉพาะของเพลา จะทำการกลึงรูเจาะและร่องลิ่มตามสั่ง
ขั้นตอนการเลือกข้อต่อ
การเลือกข้อต่อ Oldham ที่ถูกต้องนั้นเกี่ยวข้องกับพารามิเตอร์หลักสี่ประการ ได้แก่ ความสามารถในการรับแรงบิดที่ต้องการ เส้นผ่านศูนย์กลางรูเพลา ความเร็วในการทำงานสูงสุด และการเยื้องศูนย์ในแนวรัศมี เริ่มต้นด้วยการคำนวณแรงบิดสูงสุด โดยรวมปัจจัยการใช้งานสำหรับรอบการเริ่ม-หยุด การกลับทิศทางของโหลด และแรงกระแทก เลือกชุดข้อต่อที่มีแรงบิดที่กำหนดเกินกว่าตัวเลขนี้อย่างน้อย 20% เพื่อเป็นระยะปลอดภัย
ตรวจสอบให้แน่ใจว่าช่วงขนาดรูของซีรี่ส์ที่เลือกนั้นรองรับเส้นผ่านศูนย์กลางเพลาทั้งสองแบบ — ไม่จำเป็นต้องเท่ากัน ตรวจสอบความเร็วในการทำงานเทียบกับค่ารอบต่อนาทีสูงสุดของซีรี่ส์และวัสดุของจาน สุดท้าย วัดหรือประมาณค่าการเยื้องศูนย์ขนานระหว่างเพลาที่คาดว่าจะเกิดขึ้นในเครื่องจักรที่ประกอบเสร็จแล้ว และตรวจสอบว่าอยู่ในช่วง ±0.5 มม. ถึง ±1.5 มม. ขึ้นอยู่กับขนาดของข้อต่อ
หากพารามิเตอร์ของแอปพลิเคชันของคุณอยู่ใกล้ขอบเขตของระดับการจัดอันดับ โปรดติดต่อทีมงานด้านเทคนิคของเราที่ [email protected] พร้อมข้อมูลจากไดรฟ์ของคุณ เราจะประเมินรอบการทำงานและแนะนำการกำหนดค่าที่เหมาะสมที่สุด รวมถึงวัสดุของดิสก์และวิธีการยึด
แนวทางปฏิบัติที่ดีที่สุดในการติดตั้งและจัดตำแหน่ง
ข้อต่อแบบ Oldham สามารถทนต่อการเยื้องศูนย์ได้ แต่การติดตั้งควรพยายามลดการเยื้องศูนย์ให้น้อยที่สุดเพื่อยืดอายุการใช้งานของแผ่นดิสก์ ควรใช้เกจวัดระยะหรือเครื่องมือจัดแนวด้วยเลเซอร์เพื่อปรับศูนย์กลางเพลาให้ใกล้กันมากที่สุดเท่าที่จะทำได้ การเยื้องศูนย์ที่เหลืออยู่ต่ำกว่า 0.3 มม. จะทำให้การสึกหรอของแผ่นดิสก์น้อยมากและยอมรับได้ การเยื้องศูนย์โดยเจตนามากเกินไปเกินกว่าค่าที่กำหนดจะลดอายุการใช้งานของแผ่นดิสก์ลงตามสัดส่วน และอาจทำให้เกิดการกระเพื่อมของแรงบิดในการหมุนในแกนเซอร์โวที่มีความแม่นยำสูง
ขันสกรูยึดให้แน่นตามข้อกำหนดแรงบิดของผู้ผลิต และตรวจสอบให้แน่ใจว่าดุมทั้งสองอยู่ในตำแหน่งที่สามารถถอดแผ่นดิสก์ออกได้โดยไม่รบกวนการติดตั้งเพลาใดๆ ซึ่งจะช่วยรักษาข้อดีของการบำรุงรักษาแบบเปลี่ยนเร็วที่การออกแบบของ Oldham มอบให้
หากต้องการคำแนะนำเพิ่มเติมเกี่ยวกับการติดตั้งและการบำรุงรักษา ทีมงานด้านเทคนิคของเราพร้อมให้บริการผ่านทางช่องทางต่างๆ หน้าติดต่อแบบจำลองเอกสารทางเทคนิคที่มีมิติจะถูกจัดส่งไปพร้อมกับทุกคำสั่งซื้อ เพื่ออำนวยความสะดวกในการตรวจสอบแบบดิจิทัลในสภาพแวดล้อมการประกอบเครื่องจักรของคุณ

สร้างมาเพื่อรองรับปริมาณมาก ออกแบบทางวิศวกรรมเพื่อความแม่นยำ
โรงงานผลิตของ Ever-power ดำเนินการกลึงและขึ้นรูปด้วยเครื่อง CNC แบบหลายแกน ผลิตดุมข้อต่อ Oldham ด้วยความคลาดเคลื่อนของตำแหน่งและรูเจาะที่แม่นยำ การบูรณาการในแนวดิ่งของเรา — ตั้งแต่แท่งอลูมิเนียมดิบไปจนถึงชิ้นส่วนอะโนไดซ์สำเร็จรูป — ทำให้เราควบคุมคุณภาพได้โดยตรงในทุกขั้นตอน และช่วยให้เราตอบสนองความต้องการเฉพาะของลูกค้าได้อย่างมีประสิทธิภาพ
แท่งอลูมิเนียมและแผ่นโพลีเมอร์ที่รับเข้ามาจะถูกตรวจสอบเป็นชุดๆ โดยเทียบกับใบรับรองวัสดุก่อนเข้าสู่กระบวนการผลิต การตรวจสอบระหว่างกระบวนการจะดำเนินการในขั้นตอนการเจาะรูและการกัดลิ้น การตรวจสอบขั้นสุดท้ายก่อนส่งออกจะตรวจสอบเส้นผ่านศูนย์กลางรู การเบี่ยงเบนของหน้าดุม และความยาวโดยรวมเทียบกับค่าความคลาดเคลื่อนในแบบร่าง บันทึกของแต่ละชุดจะถูกเก็บรักษาไว้เพื่อการตรวจสอบย้อนกลับได้อย่างครบถ้วน
กำลังการผลิตของเราสามารถรองรับทั้งคำสั่งซื้อตัวอย่างและคำสั่งซื้อนำร่องสำหรับผู้ผลิตเครื่องจักรในขั้นตอนการออกแบบ และคำสั่งซื้อจำนวนมากสำหรับผู้จัดจำหน่ายที่บริหารจัดการสต็อกสินค้า เรายินดีต้อนรับการตรวจสอบโรงงานจากลูกค้าที่มีคุณสมบัติเหมาะสม ซึ่งเป็นส่วนหนึ่งของกระบวนการคัดเลือกผู้จำหน่าย

สิ่งที่พันธมิตรทางอุตสาหกรรมของเรากล่าวไว้
วิศวกรจัดซื้อและผู้ผลิตเครื่องจักรจากสี่ทวีปต่างเลือก Ever-power เป็นแหล่งจำหน่ายข้อต่อ Oldham ที่พวกเขาไว้วางใจ
เราได้ระบุให้ใช้ข้อต่อแบบหนีบของ Oldham สำหรับแท่นวางเชิงเส้นที่ขับเคลื่อนด้วยเซอร์โวของเรา ค่าความคลาดเคลื่อนของรูตรงตามข้อกำหนด H7 อย่างแม่นยำในทุกหน่วยตลอดการสั่งซื้อทั้งสามครั้ง เอกสารทางเทคนิคมีความละเอียดถี่ถ้วน และการตอบคำถามด้านวิศวกรรมของเราก็รวดเร็วและแม่นยำ
คุณภาพผลิตภัณฑ์ยอดเยี่ยมและมีการจัดส่งสม่ำเสมอ เราใช้ซีรีส์ SL ในการประกอบอุปกรณ์ทางการแพทย์ขนาดกะทัดรัดซึ่งมีพื้นที่ตามแนวแกนจำกัด แผ่นดิสก์ POM แสดงให้เห็นอัตราการสึกหรอต่ำมากตลอดระยะเวลาการใช้งานต่อเนื่อง 18 เดือนในชุดทดสอบของเรา
เราเลือกใช้ข้อต่อแบบ Oldham รุ่น WH สำหรับระบบขับเคลื่อนการหมุนของสายการผลิตบรรจุภัณฑ์ของเรา แผ่นโพลียูรีเทนช่วยดูดซับแรงบิดที่เกิดขึ้นอย่างฉับพลันระหว่างรอบการหมุนได้ดี การบำรุงรักษานั้นง่ายมาก ช่างเทคนิคของเราสามารถเปลี่ยนแผ่นได้ภายในเวลาไม่ถึงห้านาทีโดยไม่ต้องใช้เครื่องมือใดๆ นอกเหนือจากประแจหกเหลี่ยม
พร้อมจัดหาข้อต่อ Oldham สำหรับโครงการต่อไปของคุณแล้วหรือยัง?
โปรดแจ้งขนาดเพลา แรงบิดที่ต้องการ และจำนวนที่ต้องการให้เราทราบ วิศวกรผู้เชี่ยวชาญของเราจะแนะนำชิ้นส่วนที่เหมาะสม พร้อมเอกสารข้อมูลทางเทคนิค และราคาที่แข่งขันได้ โดยไม่มีข้อผูกมัดใดๆ

























