Description
WH2 Light-Industrial Cast-Iron Oldham Coupling — Hand-Tool Factory and Bench-Grinder Drive Joint
The WH2 light-industrial Oldham coupling sits at the productive heart of the WH family — the size class where cast-iron coupling architecture delivers maximum economic value across the broadest range of light-industrial application contexts. With 31.5 N·m rated torque, 12–18 mm bore range, and 8 200 rpm permissible speed, the WH2 is sized for bench-grinder spindle drives, hand-tool factory production lines, small woodworking machinery, small ceramic-process machinery, and the substantial population of light-industrial equipment in the 1.5–3 kW continuous-power band. The WH2’s combination of moderate torque capacity, substantial RPM envelope, and cost-economic cast-iron architecture has kept it as a workhorse specification in the light-industrial market for multiple equipment generations.
For light-industrial OEM equipment designers, the WH2 specification offers a particularly attractive lifecycle-cost proposition. Acquisition cost is meaningfully lower than precision-aluminum couplings of equivalent torque rating. Installation procedure is straightforward — keyway-and-setscrew mounting requires no specialised hardware or torque-sequence operations. Maintenance touch-points are minimal — annual grease repack is the only routine intervention. And replacement-part availability is reliable across decade-class service horizons. The combined value proposition has kept the WH2 on equipment specifications across multiple equipment generations of bench grinders, hand-tool production lines, and light-industrial machinery.
Specifications
| Parameter | Value |
|---|---|
| Model | WH2 |
| Nominal Torque (Tn) | 31.5 N·m |
| Permissible Speed (n) | 8 200 rpm |
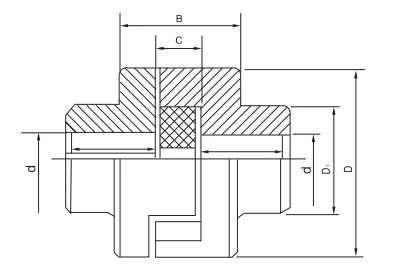
| Bore Range (d) | 12 – 18 mm |
| Outside Diameter (D) | 58 mm |
| Overall Length (L) | 68 mm |
| Slider Material | Hardened 45-steel HRC 45-55 |
| Hub Material | HT250 cast iron |
| Radial Misalignment (Δy) | 0.5 mm |
| Angular Misalignment (Δα) | 0.5° |
| Axial Misalignment (Δx) | 0.4 mm |
| Mass | 1.5 kg |
| Shaft Engagement | Keyway + setscrew |
| Lubrication | Grease (re-pack annually) |

Materials
HT250 Grey Cast-Iron Hubs
Hubs are sand-cast in HT250 grey iron with full stress-relief annealing before machining operations. The cast-iron section delivers cost-economic strength at the WH2’s torque rating while providing the inherent vibration-damping properties that improve light-industrial equipment running characteristics. Hub section thickness is engineered with a 4× safety factor against rated peak torque, providing substantial margin for routine 1.5–2× shock-load events.
Hardened Steel Cross-Slider
The cross-slider is precision-machined from 45-steel medium-carbon bar, induction-hardened on all four sliding-wear faces to HRC 45–55 surface hardness. The substantial slider section delivers essentially unlimited fatigue life under steady-state torque, with replacement triggered by gradual wear of the sliding surfaces. For applications with aggressive ambient (foundry dust, woodworking dust), corrosion-resistant slider variants in passivated stainless steel or zinc-electroplated 45-steel are available through engineering review.
Standard Light-Industrial Mounting
H7-reamed hub bore with parallel keyway to GB/T 1096. M6 set-screw for axial location. The cast-iron section’s excellent machinability accommodates custom-bore variants without specialised tooling, making the WH2 particularly suitable for retrofit applications where legacy equipment has non-standard shaft sizes. Imperial-bore variants supported for export-market installations.
The Engineering Profile of Light-Industrial Production Equipment
Light-industrial production equipment — hand-tool factories, woodworking machinery, light ceramic-process equipment, and similar manufacturing-economy installations — operates within a specific engineering envelope. Production utilisation is typically high but not continuous (8–16 hours per day, 5–6 days per week). Maintenance windows are predictable but constrained. Equipment design-life expectation is 15–25 years. Total-cost-of-ownership analysis is dominated by acquisition cost and maintenance-labour cost, with parts-cost a secondary factor. Coupling specifications must balance reliable steady-state operation against cost-economic constraints, with substantial misalignment tolerance to accommodate the realistic frame-fabrication tolerance of light-industrial OEM equipment.
The WH2’s design profile maps directly onto this engineering envelope. Cast-iron hub material delivers cost economics that align with light-industrial OEM acquisition-cost targets. The 0.5 mm parallel-misalignment envelope absorbs realistic light-industrial frame tolerance without requiring precision-machining specifications. The keyway-and-setscrew mounting requires no specialised installation tooling. Annual grease-repack intervals align with light-industrial maintenance-cycle scheduling. And the documented 15–20 year hub service life matches the design-life expectation of light-industrial host equipment. The combined design profile has kept the WH2 on equipment specifications across multiple OEM brand portfolios and across multiple equipment-generation cycles in the light-industrial market.
For broader engineering background on light-industrial coupling specification, see Ever-power’s light-industrial coupling resources.
Industry Applications
️ Bench-Grinder Spindle Drives
Drive couplings on bench-grinder spindles, surface-grinder auxiliary drives, and small surface-finishing equipment in industrial maintenance workshops. Vibration damping supports surface-finish accuracy.
Hand-Tool Factory Lines
Production-line drive couplings on hand-tool manufacturing — pliers production, screwdriver-handle moulding, and small hand-tool assembly machinery. Cost-economic specification for high-volume manufacturing.
Small Woodworking Machinery
Drive couplings on small woodworking machinery — table-saw spindle drives, small planer-thicknesser drives, and bench-mounted band-saw spindles. Cast-iron section tolerates the dust-rich woodworking ambient.
Light Ceramic-Process Equipment
Drive couplings on small ceramic-shaping equipment — extruder auxiliaries, glaze-mixing drives, and kiln-loading conveyor drives. Cast-iron material tolerates the thermal-cycling ambient of ceramic-process facilities.
Small Fan & Blower Drives
Drive couplings on small industrial fans, light-commercial HVAC fan drives, and small dust-extractor blowers. Continuous-duty operation with steady-state torque profile.
Legacy-Equipment Retrofit
Replacement-coupling specifications for legacy light-industrial equipment — discontinued bench-grinder spindles, hand-tool production-line drives, and small machinery installations where original OEM coupling specifications are no longer commercially supported.
Why Choose Ever-power
Quality & Compliance
WH2 production runs under ISO 9001:2015. Cast-iron melt traceability per heat. Documentation pack covers RoHS, REACH, and CE conformity. For light-industrial OEM customers, supplementary documentation supporting ISO 12100 safety-of-machinery integration is available. For retrofit applications, dimensional-compatibility statements for common discontinued coupling specifications can be supplied on engineering enquiry.
Customisation
Catalogue bore range 12–18 mm; custom-bore variants from 10 mm to 20 mm produced under engineering review with 1-week lead time. Imperial-bore variants (1/2″, 5/8″, 3/4″) supported. Stainless-steel slider variant for corrosive-ambient installations. ISO 1940 G2.5 precision-balance variant for operation above 6 000 rpm.
Aftermarket
WH2 slider plates stocked for 1-business-day shipment. 1.5 kg mass per coupling supports air-freight standard. English-speaking engineering desk responds within 24 hours. Light-industrial customers with multi-machine fleets are supported through volume-pricing frameworks and customer-nominated buffer-stock arrangements.
Customer Reviews & Case Studies
★★★★★
Myanmar — Hand-Tool Manufacturing Operator
Used in: Production-line drive coupling on a pliers-manufacturing automated assembly line.
Feedback: “Continuous two-shift production duty across approximately 30 line installations. Specified the WH2 as a cost-economic alternative to the original OEM precision-coupling specification — acquisition cost saving meaningful for our production-economics target. Six years of production duty without coupling-attributable downtime. Slider-replacement intervals align naturally with our annual maintenance-cycle scheduling. Excellent cost-economic specification for our manufacturing-line application.”
★★★★★
Laos — Small Woodworking Equipment Manufacturer
Used in: Spindle-drive coupling on bench-mounted woodworking equipment for furniture-production export.
Feedback: “Dust-rich woodworking ambient had been challenging for our previous spider-coupling specification — typical service interval was 18 months due to dust contamination of the elastomer. The WH2’s cast-iron section tolerates dust ingress without performance degradation. Five years of production duty across approximately 200 woodworking units shipped without warranty-attributable coupling issues. Specification standardised across our equipment portfolio.”
★★★★☆
Cambodia — Light-Industrial Maintenance Workshop
Used in: Bench-grinder spindle-drive coupling on multi-machine industrial maintenance workshop.
Feedback: “Maintenance-workshop environment includes substantial vibration and frequent equipment relocation. The WH2 with stainless-steel slider variant has handled 4 years of duty across approximately 12 bench-grinder installations without coupling-related issues. Knock one star only because the original cataloguing documentation for the stainless-slider option could be more prominent — engineering response on this variant was excellent but the option discovery took an extra communication round. Otherwise excellent.”
Frequently Asked Questions
How does WH2 compare in cost to a precision EP6-50 coupling?
The EP6-50 precision-aluminum coupling at the equivalent torque and bore range typically carries approximately 40–60 % higher unit cost than the WH2 cast-iron specification. For light-industrial applications where the cost differential matters and the higher precision-aluminum specifications are not essential, the WH2 wins on lifecycle-cost analysis. For applications where shaft preservation, sub-arcminute positioning accuracy, or cleanroom compatibility are required, the EP6 family remains the engineering-preferred specification.
Is the WH2 suitable for dust-rich woodworking or grinding ambient?
Yes. The cast-iron section tolerates dust ingress at the sliding interfaces without performance degradation — the metallic interface is mechanically robust against dust contamination in a way that elastomer-spider couplings are not. For installations with particularly aggressive dust ambient (foundry dust, cement-dust, fine ceramic dust), sealed coupling-guard installation is the engineering best practice, restricting dust access to the slider interfaces while maintaining the WH2’s standard catalogue performance.
What is the recommended commissioning routine?
After initial WH2 installation and the first 50 operating hours, re-check the M6 set-screw torque to 12 N·m. The cast-iron hub will have completed initial seating on the shaft by this point, and a small re-tightening pass eliminates any settling-induced slack. Subsequent annual grease-repack intervals should include a set-screw torque check; in routine service no re-tightening is typically required beyond the initial 50-hour check.
Are volume-pricing frameworks available?
Yes. For light-industrial OEM customers with annual demand above 100 units, volume-pricing frameworks with predictable annual pricing are routinely offered. For larger OEM customers (above 500 units annually) and multi-machine fleet operators, customer-nominated buffer-stock arrangements at 3PL warehouses can be set up with 24-hour replenishment SLAs. Programme terms negotiated with sales desk based on annual demand profile.
What is the maximum continuous operating temperature?
The standard WH2 catalogue specification supports continuous operating temperatures up to +80 °C without de-rating. For ambient temperatures between +80 °C and +120 °C (typical of certain ceramic-process and foundry installations), apply a 10 % torque de-rating and specify synthetic polyalphaolefin grease (e.g., Klüber Asonic GHY). Above +120 °C continuous operation, please consult engineering for a documented temperature-compatibility review.
Quote WH2 for Light-Industrial Production Drives
For bench-grinder spindle, hand-tool factory, small woodworking machinery, light ceramic-process, small fan/blower, and legacy-equipment retrofit applications, the WH2 is Ever-power’s preferred cost-economic specification for light-industrial production duty. Browse the wider WH series catalogue, read about Ever-power’s light-industrial supply capability, or move directly to a B2B enquiry below.

























